
A трёхэксцентриковый поворотный затвор представляет собой высокоэффективный запорный клапан, предназначенный для применений, где обычные поворотные затворы с эластичным уплотнением или с двойным эксцентриситетом не могут обеспечить требования по давлению, температуре или герметичности. Благодаря использованию конструкции уплотнения с тремя эксцентриситетами клапан обеспечивает механизм металлического уплотнения с уменьшенным трением между диском и седлом во время работы, что делает его подходящим для сложных условий эксплуатации, таких как нефтегазовая промышленность, нефтехимия, энергетика, СПГ, паровые и промышленные технологические системы. Конструкция и принцип работы трёхэксцентрикового поворотного затвора В отличие от концентрического поворотного затвора, где вал расположен на центральной линии диска и седла, трёхэксцентриковый поворотный затвор имеет три независимых геометрических эксцентриситета. Первый эксцентриситет смещает вал относительно центральной линии корпуса клапана, второй эксцентриситет смещает вал относительно центральной линии трубопровода, а третий эксцентриситет вводит коническую поверхность уплотнения вместо круглого профиля уплотнения. Такая геометрия позволяет диску сразу отходить от седла после начала вращения, устраняя трение между уплотняющими поверхностями. Главное преимущество этой конструкции заключается в том, что усилие уплотнения создаётся крутящим моментом, а не постоянным сжатием мягких материалов. Если применение требует работы при высокой температуре, то металлический трёхэксцентриковый поворотный затвор часто является предпочтительным выбором, поскольку эластомерные седла могут разрушаться при повышенных температурах. Если среда содержит абразивные частицы или агрессивные химические вещества, то выбор материалов для диска, седла и корпуса становится критически важным для предотвращения эрозии, коррозии и утечек при длительной эксплуатации. Стандарты и материалы трёхэксцентрикового поворотного затвора Трёхэксцентриковый поворотный затвор обычно изготавливается в соответствии с такими стандартами, как API 609, EN 593 и ISO 5752, с номинальными классами давления от Class 150 до Class 600 и выше в зависимости от требований конструкции. Типичные материалы включают углеродистую сталь, нержавеющую сталь, дуплексную нержавеющую сталь, алюминиевую бронзу и сплавы на основе никеля. Для применения в агрессивной морской воде могут использоваться алюминиевые бронзы, такие как C95500 или C95800, тогда как для работы в условиях воздействия сернистых сред могут потребоваться материалы, соответствующие требованиям NACE MR0175/ISO 15156. Герметичность и контроль утечек трёхэксцентрикового поворотного затвора Герметичность трёхэксцентрикового поворотного затвора зависит от взаимодействия между уплотнительным кольцом, качеством обработки поверхности седла, рабочим крутящим моментом и совместимостью материалов. Поскольку уплотняющие поверхности соприкасаются только в конечном положении закрытия, механический изно...
Шаровые краны и пробковые краны — это поворотные клапаны с четвертьоборотным управлением, используемые для включения-выключения и изоляции в промышленных трубопроводных системах. Хотя они имеют схожие принципы работы, их внутренние конструкции приводят к различным эксплуатационным характеристикам, особенно с точки зрения герметичности, способности выдерживать давление, рабочего крутящего момента, требований к техническому обслуживанию и пригодности для различных сред. Выбор между шаровым краном и пробковым краном должен основываться на фактических условиях эксплуатации, а не на предпочтении определенного типа клапана. Если применение требует надежного перекрытия потока, частого срабатывания и низкого рабочего крутящего момента, часто предпочитают шаровой кран. Если система работает с загрязненными средами, абразивными частицами или большими проходными сечениями, пробковый кран может обеспечить более высокую надежность. Конструктивные различия и характеристики герметизации A шаровой краниспользует сферический запорный элемент с просверленным проходным отверстием. Когда клапан открыт, отверстие совмещается с трубопроводом, обеспечивая практически неограниченный путь потока. При повороте на 90 градусов сплошная часть шара перекрывает проход и обеспечивает запирание. Пробковый кран использует цилиндрическую или коническую пробку с проходным каналом через центр. Пробка вращается внутри корпуса для управления потоком. В зависимости от конструкции пробковые краны могут быть смазываемыми, с гильзой или несмазываемыми, причем каждая конструкция обеспечивает различные характеристики герметизации. Механизм герметизации является одним из основных различий между двумя типами клапанов. Шаровые краны обычно используют мягкие седла, металлические седла или комбинацию обоих вариантов для обеспечения надежного перекрытия. Если системе требуется герметичная изоляция без утечек, особенно при работе с газом или в критически важных технологических процессах, правильно подобранный шаровой кран может обеспечить отличные характеристики герметизации. Пробковые краны обеспечивают герметизацию за счет контакта между пробкой и корпусом клапана или гильзой. Смазываемые пробковые краны используют герметик, вводимый между пробкой и корпусом, чтобы уменьшить трение и улучшить герметизацию. Такая конструкция хорошо работает в условиях, где среда содержит загрязнения, поскольку герметик помогает защищать уплотнительные поверхности. Особенности применения Условия эксплуатации определяют, какой вариант более подходит: шаровой кран или пробковый кран. Шаровые краны широко используются в нефтегазовой отрасли, нефтехимии, СПГ, химической переработке и энергетике, где требуется надежное перекрытие потока. Плавающие шаровые краны обычно применяются в системах с более низким давлением, тогда как шаровые краны с опорой на цапфу предпочтительны для больших размеров и более высоких номинальных давлений, поскольку опора цапфы снижает рабочий крутящий момент. Если клапан ...

В 2026 году DERVOS VALVE с гордостью отмечает своё 18-летие, знаменуя важный этап в развитии компании. Чтобы отметить это событие, DERVOS VALVE организовала трёхдневное юбилейное празднование, собрав всех сотрудников вместе, чтобы осмыслить достижения компании за последние восемнадцать лет, заглянуть в будущее развитие и ещё больше укрепить сплочённость команды через значимые мероприятия и совместный опыт. Оглядываясь на 18 лет роста От управления сырьём и прецизионной обработки до сборки и испытаний продукции — каждый этап производства отражает "DERVOS VALVEнеизменную приверженность качеству. За последние восемнадцать лет DERVOS VALVE постоянно совершенствовала свою производственную систему, одновременно повышая качество продукции и возможности обслуживания клиентов. Сегодня наши промышленные клапаны широко применяются в нефтегазовой, химической, энергетической, водоочистной, LNG и других промышленных отраслях, предоставляя надёжные клапанные решения клиентам по всему миру.LNG, а также в других промышленных отраслях, предоставляя надёжные клапанные решения клиентам по всему миру. Формирование консенсуса для будущего развития В ходе юбилейного празднования DERVOS VALVE также провела совещание по итогам середины года. На встрече были рассмотрены результаты деятельности компании за первое полугодие и определены ключевые цели будущего развития. Представители различных отделов обменялись мнениями по вопросам производства управления, повышения качества и межфункционального взаимодействия, делясь практическим опытом, подводя итоги достижений и обсуждая будущие цели. Встреча ещё больше укрепила коммуникацию между отделами, усилила согласованность команды и придала новый импульс долгосрочному развитию компании. Вместе с природой Помимо юбилейных мероприятий компании, DERVOS VALVE организовала групповую экскурсию, чтобы насладиться красотой природы. В окружении живописных пейзажей сотрудники наслаждались природой и знакомились с местной культурой в расслабленной и приятной атмосфере. Поездка дала возможность отдохнуть и одновременно укрепить отношения между коллегами. Этот памятный опыт обогатил юбилейное празднование, укрепил командный дух и вдохновил всех на обновлённую энергию для предстоящей работы. Восемнадцать лет преданности и взгляд в будущее Восемнадцать лет представляют собой не только рост и достижения, но и начало новой главы. С момента своего основания DERVOS VALVE остаётся приверженной проектированию, производству и глобальным поставкам промышленных клапанов. Черезпостоянное совершенствование разработки продукции, производственных возможностей и управления качеством компания предоставляет надёжную клапанную продукцию и техническую поддержку клиентам в самых разных отраслях по всему миру. Заглядывая в будущее, DERVOS VALVE продолжит сосредотачиваться на инновациях в продукции, совершенстве производства и долгосрочных партнёрствах, ещё больше усиливая свою способность предоставлять надёжные решения в облас...


Оплата:
30% when order confirmed, 70% before shipmentпроисхождение продукта:
chinaЦвет:
Customizationпорт доставки:
Shanghai, ChinaВремя упреждения:
30~60 days Ex Works after order confirmationMaterial:
A217 C12+STLMethod of Operation:
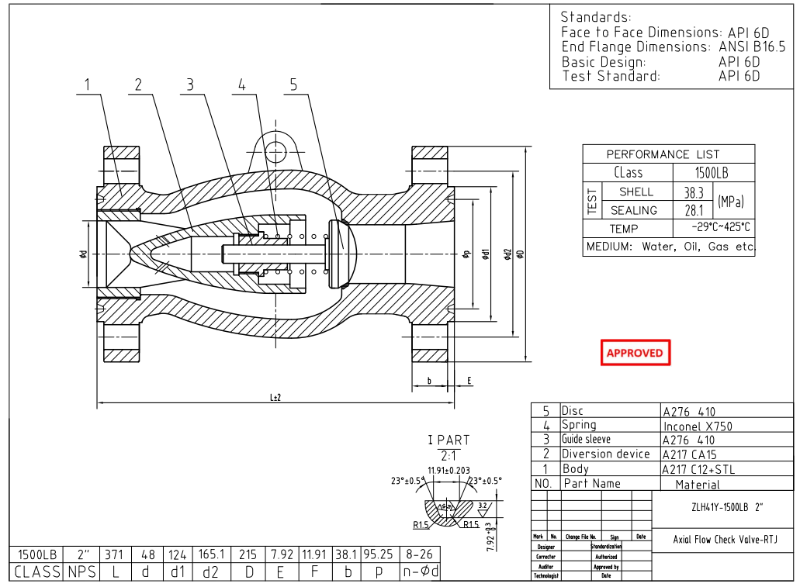
noОбратный клапан 2" 1500LB изготовлен в соответствии со стандартом API6D. Корпус клапана изготовлен из стали A217 C12+STL. Он имеет конструктивные характеристики осевого потока. Способ соединения — RTJ.
|
Тип |
Обратный клапан |
|
Размер |
2 ” |
|
Давление |
15 00 фунтов |
|
Связь |
РТЖ |
|
Материал тела |
A217 C12+STL |
|
Стандарт проектирования |
API 6D |
|
Лицом к лицу |
API 6D |
|
Конец Размеры фланца |
А НСИ B16.5 |
|
Испытания и проверка Код |
API 6D |
|
Температура |
- 29 ~ 425 °С |
|
Применимый носитель |
Вода, нефть и газ |
1. Осевой обратный клапан 2" 1500LB C12 API 6D обеспечивает низкое падение давления и быстрое, без резкого закрытия, идеально подходит для нефтегазопроводов высокого давления (осевой обратный клапан API 6D).
2. Обратный клапан высокого давления C12 обеспечивает превосходную устойчивость к высоким температурам и эрозии, гарантируя стабильное предотвращение обратного потока в сложных условиях эксплуатации (обратный клапан C12, 2 дюйма, 1500 фунтов).



Если вы заинтересованы в наших продуктах и хотите знать больше деталей,пожалуйста, оставьте здесь сообщение,мы ответим вам как только мы можем.

2 дюйма Освободный образец осевой форсунки является предпочтительным решением для предотвращения возврата или ударов на критический процесс оборудование. Спасибо за его LCB Тело, клапан способен для рабочей температуры до -46 Степень Цельсия.

Обратный клапан с осевым потоком 3 дюйма, 1500 фунтов изготовлен в соответствии со стандартом API 6D. Корпус клапана изготовлен из A995 4A. Он имеет структурные характеристики типа осевого потока и структурную длину 473 мм. Режим подключения - RTJ.

Осевой обратный клапан CL150 2” изготовлен в соответствии со стандартом API 6D. Корпус клапана изготовлен из стали ASTM A352 LCB+316SS. Он обладает конструктивными характеристиками осевого клапана. Тип присоединения – резьбовое соединение (RF).

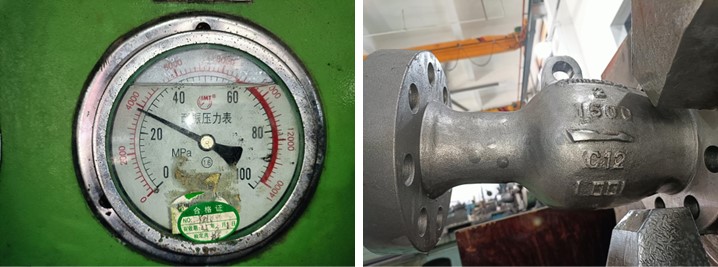
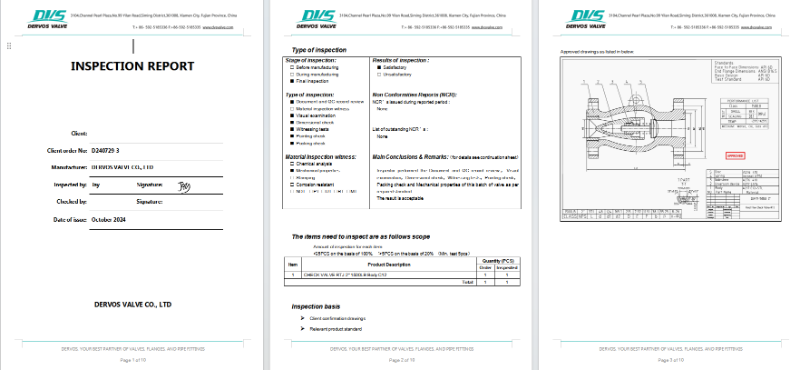
Обратный клапан осевого потока 4 дюйма, 1500 фунтов, изготовлен в соответствии со стандартом API 6D. Корпус клапана изготовлен из стали A995 4A. Он имеет конструктивные характеристики осевого типа и длину 549 мм. Способ соединения – RTJ. Параметры продукта Тип Осевой обратный клапан Размер 4 дюйма Давление 1500 фунтов Связь РТЖ Материал тела A995 4A Стандарт проектирования API 6D Лицом к лицу API 6D Размеры торцевого фланца ASME B16.5 Кодекс испытаний и контроля API 6D Температура -29 ~ 325 °С Применимый носитель Вода, нефть и газ Функции 1. Конструкция с осевым потоком минимизирует падение давления и предотвращает обратный поток в системах высокого давления. 2. Фланец RTJ и корпус из стали A995 4A обеспечивают герметичность и превосходную долговечность в экстремальных условиях. Технический чертеж Проверка размеров Испытание под давлением Табличка и упаковка

Клапан обратный осевого потока 6" 1500LB изготовлен в соответствии со стандартом API6D. Корпус клапана изготовлен из WCB. Он имеет конструктивные характеристики типа осевого потока. Его способ соединения — RTJ. Параметры продукта Тип Обратный клапан осевого потока Размер 6" Давление 1500LB Соединение RTJ Материал корпуса A216 WCB Норматив проектирования API 6D Строительная длина B16.10 Концевое соединение ASME B16.5 Код испытаний и инспекций API 6D Температура -29 ~ 425°C Рабочая среда Вода, нефть и газ Особенности 1. Конструкция осевого потока обеспечивает низкие потери давления и быстрый, стабильный отклик для трубопроводных систем высокого давления 1500LB. 2. Корпус из WCB, изготовленный по стандарту API 6D, обеспечивает надежную защиту от обратного потока в сложных нефтегазовых применениях. Технический чертёж Проверка размеров Испытание давлением Окраска Шильдик и упаковка Отчёт об инспекции



Авторское право © 2015-2026 DERVOS VALVE CO.,LTD.Все права защищены Блог / Карта сайта / XML / политика конфиденциальности













